Cast iron Manual electrode ENiFe-Cl Welding accessories







CHEMICAL COMPONET:
| ALLOY(wt%) | C | Mn | Si | Cr | Fe | Al | Cu | P | S |
| GB/T RULES | 2.00 | 2.50 | 4.00 | 45-60 | Margin | 1.00 | 2.50 | - | 0.03 |
| AWS RULES | 2.00 | 2.50 | 4.00 | 45-60 | Margin | 1.00 | 2.50 | - | 0.03 |
| EXAMPLE VALUE | 0.59 | 0.26 | 0.93 | 55.1 | 42.8 | 0.18 | 0.03 | 0.023 | 0.005 |
MECHANICAL PROPERTY:
| PROPERTY | YIELD STRENGTH(MPa) | EXTENSION STRENGTH(MPa) | IMAPACT VALUE J/℃ | ELONGATION(%) | ||||
| GB/T RULES | - | - | - | - | ||||
| AWS RULES | - | - | - | - | ||||
| EXAMPLE VALUE | - | - | - | - | ||||
RECOMMENDED WELDING PARAMETERS:
| DIAMETERS SPECIFICATIONS(mm) | 2.6*300 | 3.2*350 | 4.0*350 | 5.0*350 | ||||
| ELECTRICITY(Amp) | H/W | 60-80 | 80-120 | 120-150 | 130-180 | |||

The electrode is nickel core wire, strong graphitized cast iron electrode.
When welding, the weldment can not be preheated.


It has the characteristics of high strength, good plasticity, excellent cracking resistance and good fusion with base metal.











-
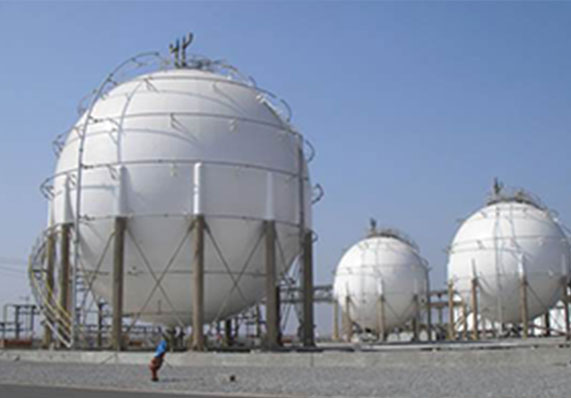
China Science & Technology Co., LTD. 20 million tons/year refining and chemical integration project
-
Welding materials for containers
Shaanxi Pucheng -50℃ propane spherical tank project

CHEMICAL COMPONET:
| ALLOY(wt%) | C | Mn | Si | Cr | Fe | Al | Cu | P | S |
| GB/T RULES | 2.00 | 2.50 | 4.00 | 45-60 | Margin | 1.00 | 2.50 | - | 0.03 |
| AWS RULES | 2.00 | 2.50 | 4.00 | 45-60 | Margin | 1.00 | 2.50 | - | 0.03 |
| EXAMPLE VALUE | 0.59 | 0.26 | 0.93 | 55.1 | 42.8 | 0.18 | 0.03 | 0.023 | 0.005 |
MECHANICAL PROPERTY:
| PROPERTY | YIELD STRENGTH(MPa) | EXTENSION STRENGTH(MPa) | IMAPACT VALUE J/℃ | ELONGATION(%) | ||||
| GB/T RULES | - | - | - | - | ||||
| AWS RULES | - | - | - | - | ||||
| EXAMPLE VALUE | - | - | - | - | ||||
RECOMMENDED WELDING PARAMETERS:
| DIAMETERS SPECIFICATIONS(mm) | 2.6*300 | 3.2*350 | 4.0*350 | 5.0*350 | ||||
| ELECTRICITY(Amp) | H/W | 60-80 | 80-120 | 120-150 | 130-180 | |||


Write your message here and send it to us