Low-alloy steels Manual electrode E8015-C1 weld fabrication connection






CHEMICAL COMPONET:
| ALLOY(wt%) | C | Mn | Si | Cr | Ni | Mo | P | S |
| GB/T RULES | 0.12 | 1.25 | 0.80 | - | 2.00-2.75 | - | 0.03 | 0.03 |
| AWS RULES | 0.12 | 1.25 | 0.80 | - | 2.00-2.75 | - | 0.03 | 0.03 |
| EXAMPLE VALUE | 0.068 | 0.93 | 0.26 | 0.02 | 2.31 | 0.11 | 0.008 | 0.006 |
MECHANICAL PROPERTY:
| PROPERTY | YIELD STRENGTH(MPa) | EXTENSION STRENGTH(MPa) | IMAPACT VALUE J/℃ | ELONGATION(%) | Heat treatment°Cxh | |||||
| GB/T RULES | 460 | 550 | 27/-50 | 17 | 605*1 | |||||
| AWS RULES | 460 | 550 | 27/-50 | 19 | 605*1 | |||||
| EXAMPLE VALUE | 488 | 591 | 120/-60 | 26 | 605*1 | |||||
RECOMMENDED WELDING PARAMETERS:
| DIAMETERS SPECIFICATIONS(mm) | 2.6*350 | 3.2*350 | 4.0*400 | 5.0*400 | ||||
| ELECTRICITY (Amp) |
H/W | 70-110 | 100-140 | 140-180 | 180-230 | |||
| O/W | 60-90 | 90-130 | 120-160 | - | ||||
Low sodium hydrogen type hand electrode, at -60°C operating temperature, the impact of molten metal is excellent.
-70°C throwing has good low temperature toughness.


Stable arc, less splash, good forming, easy slag removal, X-Ray performance is excellent.











Hudong LNG Carrier
Three door 2# is not active
Sinopec refining and Chemical Project

CHEMICAL COMPONET:
| ALLOY(wt%) | C | Mn | Si | Cr | Ni | Mo | P | S |
| GB/T RULES | 0.12 | 1.25 | 0.80 | - | 2.00-2.75 | - | 0.03 | 0.03 |
| AWS RULES | 0.12 | 1.25 | 0.80 | - | 2.00-2.75 | - | 0.03 | 0.03 |
| EXAMPLE VALUE | 0.068 | 0.93 | 0.26 | 0.02 | 2.31 | 0.11 | 0.008 | 0.006 |
MECHANICAL PROPERTY:
| PROPERTY | YIELD STRENGTH(MPa) | EXTENSION STRENGTH(MPa) | IMAPACT VALUE J/℃ | ELONGATION(%) | Heat treatment°Cxh | |||||
| GB/T RULES | 460 | 550 | 27/-50 | 17 | 605*1 | |||||
| AWS RULES | 460 | 550 | 27/-50 | 19 | 605*1 | |||||
| EXAMPLE VALUE | 488 | 591 | 120/-60 | 26 | 605*1 | |||||
RECOMMENDED WELDING PARAMETERS:
| DIAMETERS SPECIFICATIONS(mm) | 2.6*350 | 3.2*350 | 4.0*400 | 5.0*400 | ||||
| ELECTRICITY (Amp) |
H/W | 70-110 | 100-140 | 140-180 | 180-230 | |||
| O/W | 60-90 | 90-130 | 120-160 | - | ||||
-

Low-alloy steels Manual electrode E8018-W2 Sold...
-

AWS E8015-B1 Low-alloy steels Manual electrode ...
-

Low-alloy steels Gas-shielded ER80S-Ni1 metal J...
-
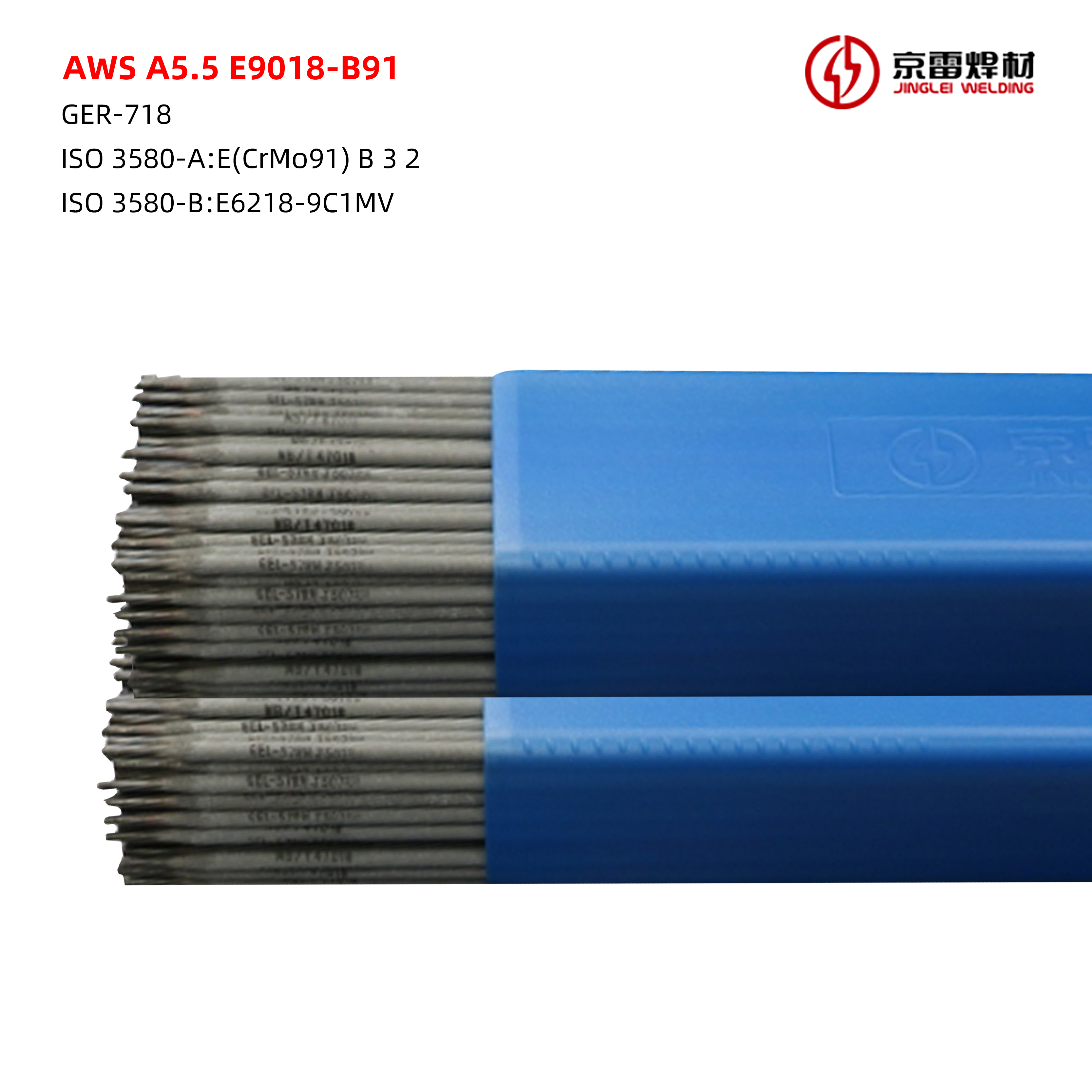
Low-alloy steels Manual electrode E9018-B91 Sea...
-

AWS E9015-B3 Low-alloy steels Manual electrode ...
-

Low-alloy steels Manual electrode E9016-B91 Sea...
Write your message here and send it to us