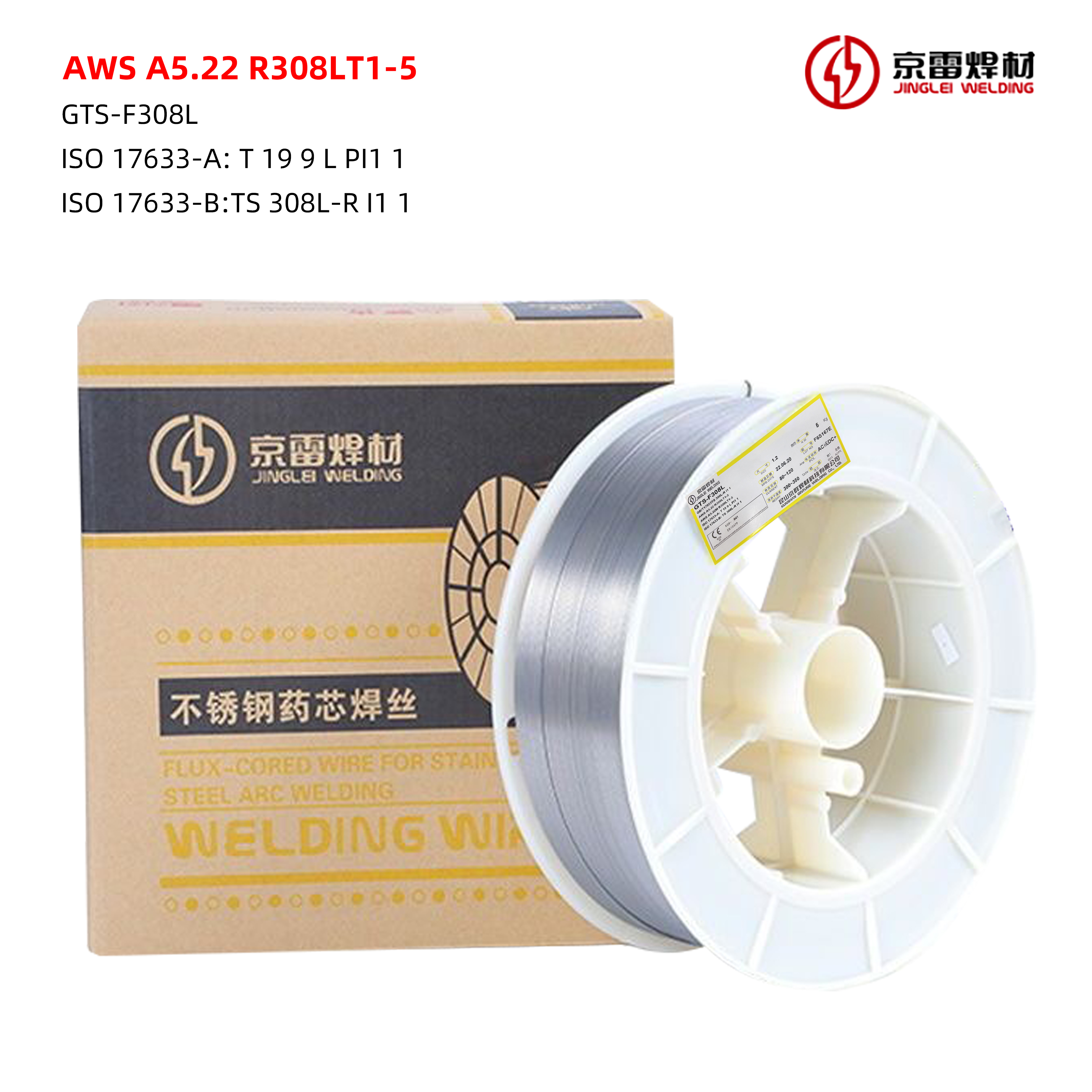
Stainless Steels Flux Cored Wire E308LT1-1/4 Oilfield soldering






WELDING TECHNOLOGY
Don't let the questions
Continue to haunt you

Arc instability

Unsightly molding

Excessive spatter
Suitable for petrochemical, pressure
vessel, food machinery, medical machinery
Chemical fertilizer and other related industries, welding 18%Cr-8%Ni stainless steel (SUS304, 304L, etc.).

Ripple fine
The weld metal contains an appropriate
amount of ferrite, and the crack sensitivity is low
All position welding, welding pass is smooth. The arc is soft and stable, less splash,
beautiful forming, good slag removal, stable wire feeding, with excellent welding process performance.

Easy slagging
Product Parameter
CHEMICAL COMPONET:
| ALLOY(wt%) | C | Mn | Si | P | S | Ni | Cr | Mo | Other |
| GB/T RULES | 0.02 | 0.75 | 1.30 | 0.02 | 0.003 | 9.8 | 19.5 | 0.01 | Cu:0.01 |
MECHANICAL PROPERTY:
| PROPERTY | YIELD STRENGTH(MPa) | EXTENSION STRENGTH(MPa) | Elongation/% | IMAPACT VALUE J/℃ | Heat treatment °C*h | |||||
| GB/T RULES | - | 550 | 44 | - | - | |||||
RECOMMENDED WELDING PARAMETERS:
| DIAMETERS SPECIFICATIONS(mm) | 1.2 | 1.6 | |||
| Voltage(Volt) | 20-36 | 24-38 | |||
| Electricity(Amp) | 120-260 | 200-300 | |||
| Speed(mm/min) | 15-25 | 18-25 | |||
| Dry stretch length(mm) | 15-25 | 15-25 |
Factory support




The product is suitable for a
wide range of applications
WELDING TECHNOLOGY

-
China-russia eastern front

-
Shandong Nuclear Power CV20

-
JU2000E jack-up drilling platform
CHEMICAL COMPONET:
| ALLOY(wt%) | C | Mn | Si | P | S | Ni | Cr | Mo | Other |
| GB/T RULES | 0.02 | 0.75 | 1.30 | 0.02 | 0.003 | 9.8 | 19.5 | 0.01 | Cu:0.01 |
MECHANICAL PROPERTY:
| PROPERTY | YIELD STRENGTH(MPa) | EXTENSION STRENGTH(MPa) | Elongation/% | IMAPACT VALUE J/℃ | Heat treatment °C*h | |||||
| GB/T RULES | - | 550 | 44 | - | - | |||||
RECOMMENDED WELDING PARAMETERS:
| DIAMETERS SPECIFICATIONS(mm) | 1.2 | 1.6 | |||
| Voltage(Volt) | 20-36 | 24-38 | |||
| Electricity(Amp) | 120-260 | 200-300 | |||
| Speed(mm/min) | 15-25 | 18-25 | |||
| Dry stretch length(mm) | 15-25 | 15-25 |